
Le bon réglage de l’offset Z est important lors de l’impression 3D. S’il est trop bas, il y a risque de bouchage de la buse. S’il est trop haut il y a risque de décollement de la pièce.
Sur mon imprimante 3D, j’ai connecté un Raspberry avec Octoprint d’installé. Octoprint est un serveur pour imprimante 3D facilement configurable grâce à ses nombreux plugins existants.
Sur ma DiscoEasy, le logiciel DagomApp permet d’effectuer le réglage de l’offset Z. Pour récupérer la valeur, il suffit d’aller sur Octoprint dans l’onglet terminal et de taper la commande M501. Cette commande liste les paramètres de l’EEPROM. A la fin de la liste, M851 contient la valeur de l’offset Z.
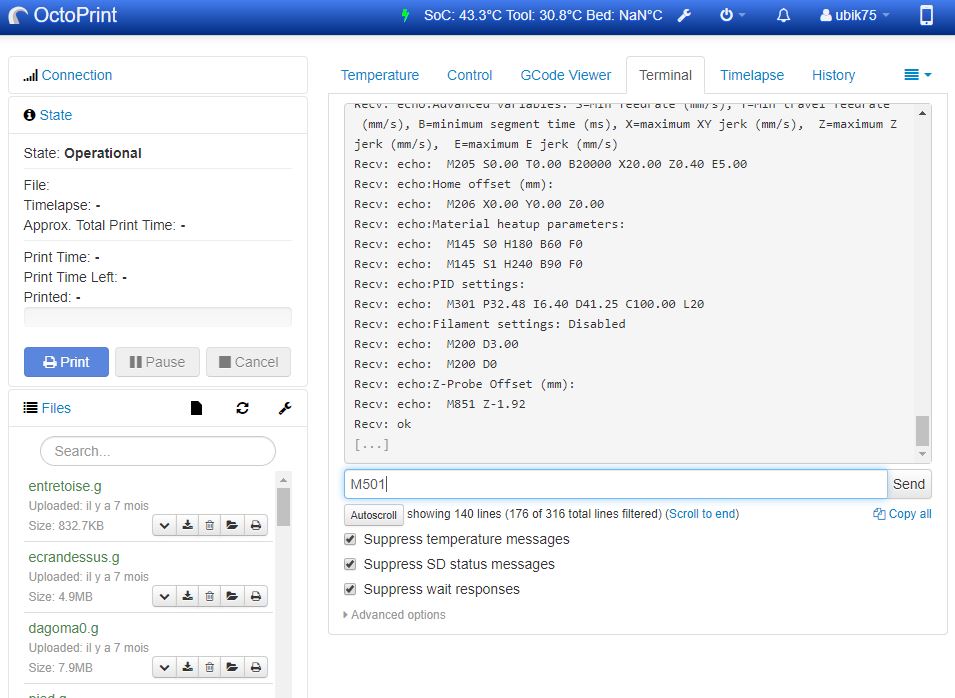
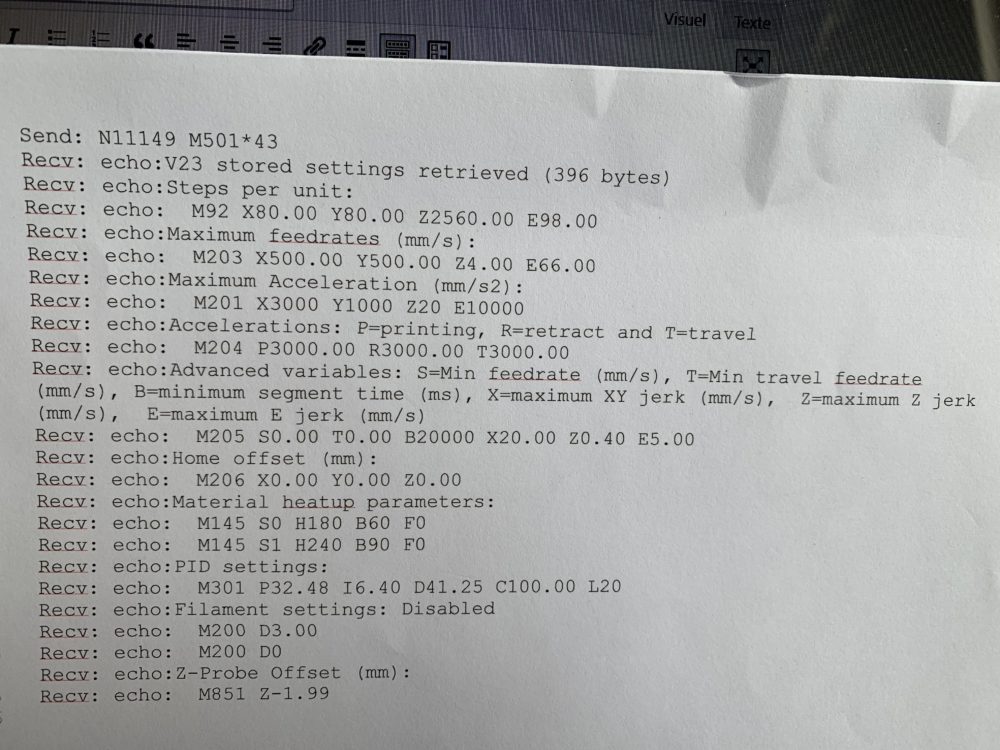
Si votre offset Z n’est pas correct, vous pouvez l’affiner en modifiant la valeur M851. Il suffit de taper dans le terminal M851 Z-1.99 par exemple. Attention le point utilisé dans le 1.99 est le point du clavier et non celui du paver numérique. Il faut sauvegarder les paramètres dans l’EEPROM en tapant M500. Vérifier la prise en compte de la modification en tapant M501. Si la valeur est OK, lancer une impression pour vérifier le bon réglage avec l’impression de la premier couche.
Récapitulatif:
- M500: sauvegarde des paramètres dans l’EPROM
- M501: lecture des paramètres de l’EPROM
- M851: valeur de l’offset Z
Afin d’obtenir un impression 3D parfaite, il faut aussi vérifier la planéité du plateau. Sur Octoprint en mode terminal, vous pouvez taper la commande G29 P2 V4, c’est un auto-level sur 4 points avec affichage des paramètres dans le terminal. La commande est faite tête d’impression à température ambiante, car l’imprimante 3D DAGOMA est équipée d’un palpeur inductif. Avant de taper cette commande il faut faire un home, taper G28, touche entrée du clavier puis G29 P2 V4 touche entrée du clavier.
Voici le résultat du plateau de mon imprimante:
C 1.960 ———1.965 D
B 1.856———–1.910 A
Il faudrait relever le point B pour avoir un réglage parfait. Voilà ce que donne le terminal sur Octoprint.
Send: N52 G29 P2 V4*37
Recv: G29 Auto Bed Leveling
Recv: echo:busy: processing
Recv: echo:busy: processing
Recv: echo:busy: processing
Recv: echo:busy: processing
Recv: echo:busy: processing
Recv: Bed X: 182.000 Y: 58.000 Z: 1.910
Recv: echo:busy: processing
Recv: echo:busy: processing
Recv: echo:busy: processing
Recv: Bed X: 18.000 Y: 58.000 Z: 1.856
Recv: echo:busy: processing
Recv: echo:busy: processing
Recv: echo:busy: processing
Recv: Bed X: 18.000 Y: 148.000 Z: 1.960
Recv: echo:busy: processing
Recv: echo:busy: processing
Recv: echo:busy: processing
Recv: Bed X: 182.000 Y: 148.000 Z: 1.965
Recv: Eqn coefficients: a: 0.00017983 b: 0.00088325 d: 1.81379594
Recv: Mean of sampled points: 1.92275390
Recv:
Recv: Bed Height Topography:
Recv: +— BACK –+
Recv: | |
Recv: L | (+) | R
Recv: E | | I
Recv: F | (-) N (+) | G
Recv: T | | H
Recv: | (-) | T
Recv: | |
Recv: O– FRONT –+
Recv: (0,0)
Recv: +0.03701 +0.04248
Recv: -0.06650 -0.01299
Recv:
Recv:
Recv: Corrected Bed Height vs. Bed Topology:
Recv: +0.02402 +0.00000
Recv: +0.00000 +0.02402
Recv:
Recv:
Recv:
Recv: Bed Level Correction Matrix:
Recv: +1.000000 +0.000000 +0.000180
Recv: -0.000000 +1.000000 +0.000883
Recv: -0.000180 -0.000883 +1.000000
Recv: echo:busy: processing
Recv: echo:busy: processing
Recv: X:182.00 Y:127.00 Z:16.94 E:0.00 Count X: 14560 Y:10159 Z:43734
Recv: ok
On voit que le logiciel (Marlin firmware de l’imprimante) à l’aide des relevés effectués calcule des paramètres de correction. Si vous obtenez des valeurs différentes (grandes différences entre les valeurs) il faut ajuster votre plateau à l’aide des vis de réglage ou, dans mon cas, ajouter des cales entre le plateau et le support de fixation.
Récapitulatif:
- G28 : home imprimante.
- G29 P2 V4: auto-level sur 4 points avec affichage sur le terminal.
Pour les problèmes warping (décollage de la pièce lors de l’impression) , c’est une réaction thermique lors du refroidissement de la pièce (souvent sur des grandes pièces), j’utilise de la 3D LAC PLUS. Depuis je n’ai plus de problèmes de décollement.